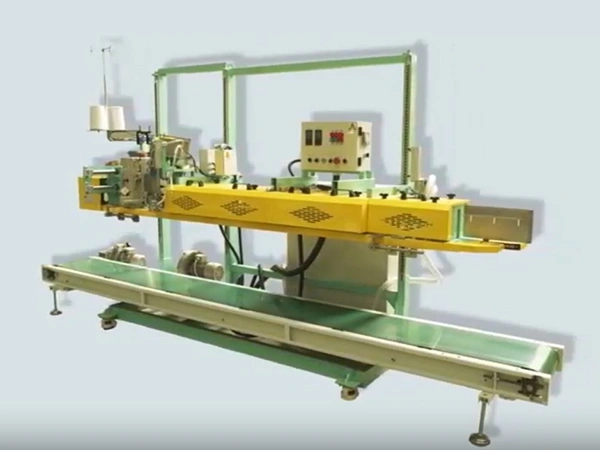
BZR-1 ماكينة الختم (اللحام) الحراري والخياطة للأكياس المنسوجة
تُستخدم ماكينة الختم (اللحام) الحراري والخياطة للأكياس المنسوجة للتعامل مع الأكياس المنسوجة المبطنة بمادة PE ومواد التغليف المشابهة. كما تعتمد الماكينة عملية ختم ثنائية المرحلة: حيث يتم ختم البطانة الداخلية حرارياً أولاً، ويتبع ذلك تطبيق شريط لاصق حراري على الطبقة الخارجية. فضلاً عن ذلك، يساهم هذا التصميم في تعزيز منع التسرب، خاصة للمنتجات البودرة (المساحيق)، ويزيد من مقاومة الغبار والرطوبة وعوامل المناولة أثناء النقل.
سير العميلة
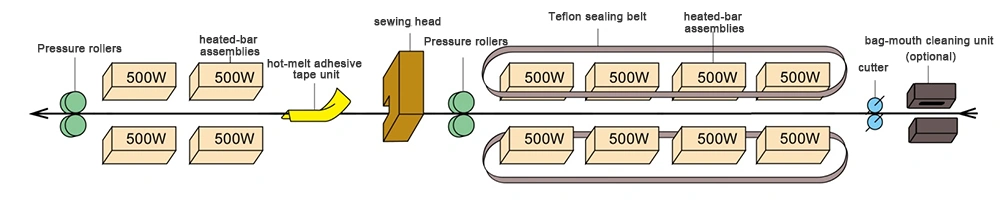
تشذيب فتحة الكيس (اختياري) ← تشذيب أعلى الكيس (بالقص) ← الختم الحراري للبطانة الداخلية (4 مجموعات من قضبان التسخين، حزام التيفلون يمنع التلامس المباشر لضمان ختم نظيف ومنع الالتصاق) ← بكرات الضغط للختم ← خياطة الطبقة المنسوجة الخارجية ← تطبيق شريط اللصق الحراري ← الختم الحراري (مجموعتان من قضبان التسخين) ← التدعيم النهائي ببكرات الضغط
| الطراز | BZR-1 |
| سرعة الختم (اللحام) | 7 إلى 10 م/ دقيقة |
| قدرة التسخين | 0.5kW×12 |
| قدرة الختم (اللحام) | 0.55kW |
| القدرة عند الخياطة | 0.4kW |
| قدرة تشذيب فتحة الكيس | 0.55kW |
| القدرة الكلية | 7.5kW |
| أبعاد الكلية (الطول × العرض × الارتفاع) | 3750×1090×2052mm |
| وزن الماكينة | 850kg تقريباً |
| طراز وحدة (ماكينة) الخياطة | GS-7C |
| ارتفاع الختم (عن مستوى الأرض) | 800–1700mm |
| درجة حرارة اللحام | 0 إلى 400 درجة مئوية |
| المواد القابلة للتعبئة | أكياس منسوجة (مغلفة بطبقة فيلم) تشتمل على (ختم حراري للبطانة الداخلية PE، وشريط لاصق حراري خارجي) |
| متطلبات الأكياس |
- درجات الانصهار: الفرق بين درجة انصهار الكيس الخارجي (180 درجة مئوية) والداخلي (120 درجة مئوية) يتيح صهر البطانة الداخلية وإحكام غلقها دون إتلاف هيكل الكيس الخارجي. اشتراط عدم استخدام مواد معاد تدويرها يضمن جودة الختم وعدم وجود شوائب قد تسبب تسريباً.
-
المسافة الحرة: وجود مسافة لا تقل عن250 مم ضروري لمنع تداخل المنتج مع عملية الختم، ولإعطاء الماكينة المساحة الكافية لتوجيه وطي فوهة الكيس آلياً.
-
المحاذاة: ضمان تطابق فوهة البطانة الداخلية مع الكيس الخارجي وختمهما معاً يمنع انزلاق البطانة للداخل ويؤمن إغلاقاً متكاملاً للهيكل بالكامل.
|
المواصفات الفنية خاضعة للتعديل دون إشعار مسبق.
الصور المعروضة هي لغرض التوضيح فقط، وقد تختلف بعض التفاصيل الخارجية حسب المواصفات المطلوبة للماكينة.
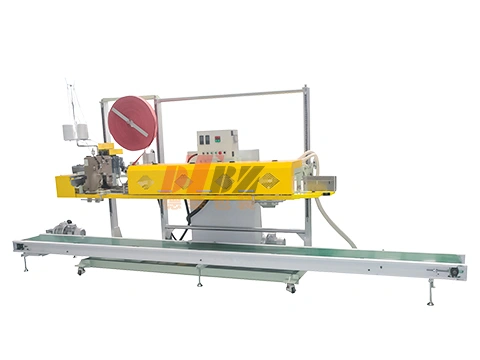
BZR-2 ماكينة الختم (اللحام) الحراري والخياطة للأكياس المنسوجة
أحكم قبضتك على جودة منتجاتك مع تقنية الختم الحراري المزدوج للأكياس المنسوجة، حيث يندمج الختم الحراري للبطانة الداخلية مع تدعيم خارجي بشريط الورق المجعد، ليصنعا معاً سداً منيعاً يمنع التسرب ويواجه أصعب تحديات الرطوبة والغبار. إنها ليست مجرد آلة غلق (لحام)، بل صمام أمان يضمن وصول منتجك إلى العميل بكامل هيبته وجودته.
سير العميلة
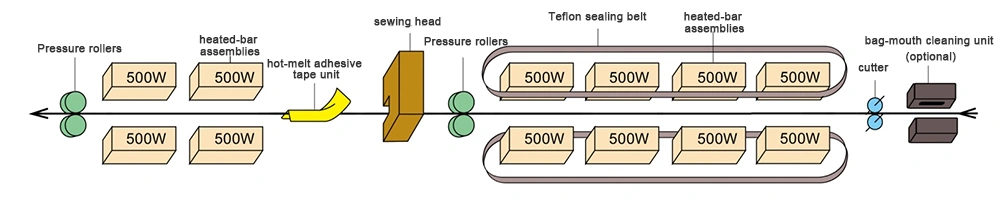
تشذيب فوهة الكيس (اختياري) ← وحدة القص (القاطع): تشذيب حافة الكيس ← اللحام الحراري للكيس الداخلي (نظام مكون من4 مجموعات من قضبان التسخين، يعمل سير اللحام المصنوع من مادة الـ PTFE على منع التلامس المباشر بين وحدة التسخين وسطح الكيس لتفادي الالتصاق) ← بكرات الضغط لضغط وتفريغ الهواء ← شريط الورق المجعد ← ماكينة خياطة الأكياس: خياطة الكيس الخارجي
| الطراز | BZR-2 |
| سرعة الختم (اللحام) | 7 إلى 10 م/ دقيقة |
| قدرة التسخين | 0.5kW×8 |
| قدرة الختم (اللحام) | 0.4kW |
| القدرة عند الخياطة | 0.4kW |
| قدرة تشذيب فتحة الكيس | 1.6kW |
| القدرة الكلية | 6.55kW |
| أبعاد الكلية (الطول × العرض × الارتفاع) | 3153×1090×2052mm |
| وزن الماكينة | 650kg تقريباً |
| طراز وحدة (ماكينة) الخياطة | DS-11 |
| ارتفاع الختم (عن مستوى الأرض) | 800–1700mm |
| درجة حرارة اللحام | 0 إلى 400 درجة مئوية |
| المواد القابلة للتعبئة | أكياس منسوجة (مغلفة بطبقة فيلم) (لحام حراري للبطانة الداخلية PE، شريط ورق مجعد للكيس الخارجي) |
| متطلبات الأكياس |
- درجات الانصهار: الكيس الخارجي 140 درجة مئوية إلى 150 درجة مئوية، الكيس الداخلي 100 درجة مئوية )فارق درجات الحرارة 30 إلى 50 درجة مئوية أو أكثر).
-
المسافة الفاصلة بين مستوى المنتج وفوهة الكيس أكبر من أو يساوي 250 مم.
-
يجب محاذاة البطانة الداخلية (PE) مع فتحة الكيس الخارجي وإغلاقهما معاً إغلاقاً محكماً.
|
المواصفات الفنية خاضعة للتعديل دون إشعار مسبق.
الصور المعروضة هي لغرض التوضيح فقط، وقد تختلف بعض التفاصيل الخارجية حسب المواصفات المطلوبة للماكينة.
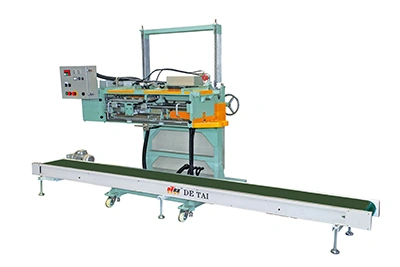
BZR-3 ماكينة الختم (اللحام) الحراري والخياطة للأكياس المنسوجة
ارتقِ بمعايير التعبئة الصناعية إلى آفاق غير مسبوقة مع نظام الختم والطيّ الحراري المزدوج، وهو نظام متكامل ينجز الختم المحكم للبطانة الداخلية، يتبعها طيٌّ هندسي متقن لفتحة الكيس (للداخل أو الخارج) قبل مرحلة الخياطة النهائية. هذا التحالف بين الحرارة والميكانيكا لا يمنع تسرب المواد فحسب، بل يشيد حصناً منيعاً ضد الرطوبة والغبار، لتظل منتجاتك في أمان تام حتى في أقسى البيئات الصناعية تطلباً.
سير العميلة
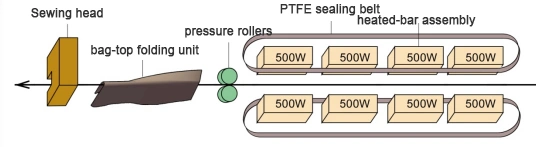
تشذيب أعلى الكيس (اختياري) ← اللحام الحراري للكيس الداخلي (نظام مكون من 4 وحدات من قضبان التسخين، يعمل سير اللحام المصنوع من مادة الـ PTFE على منع التلامس المباشر بين قضبان التسخين وسطح الكيس) ← الإغلاق ببكرات الضغط ← طي قمة الكيس (للداخل أو للخارج) ← خياطة الكيس المنسوج الخارجي
| الطراز | BZR-3 |
| سرعة الختم (اللحام) | 10 إلى 15 م/ دقيقة |
| قدرة التسخين | 0.5kW×8 |
| قدرة الختم (اللحام) | 0.55kW |
| القدرة عند الخياطة | 0.4kW |
| قدرة تشذيب فتحة الكيس | تقريباً 5kW |
| القدرة الكلية | 2900×1090×2052mm |
| أبعاد الكلية (الطول × العرض × الارتفاع) | 650kg تقريباً |
| وزن الماكينة | GS-11 |
| طراز وحدة (ماكينة) الخياطة | طيّ للخارج |
| ارتفاع الختم (عن مستوى الأرض) | 800–1700mm |
| درجة حرارة اللحام | 0 إلى 400 درجة مئوية |
| المواد القابلة للتعبئة | أكياس منسوجة (مغلفة بطبقة فيلم) (لحام حراري للبطانة الداخلية PE، الجزء الخارجي) |
| متطلبات الأكياس |
- درجات الانصهار: الكيس الخارجي 140 درجة مئوية إلى 150 درجة مئوية، الكيس الداخلي 100 درجة مئوية )فارق درجات الحرارة 30 إلى 50 درجة مئوية أو أكثر).
- المسافة الفاصلة بين مستوى المنتج وفوهة الكيس أكبر من أو يساوي 250 مم.
- يجب محاذاة البطانة الداخلية (PE) مع فتحة الكيس الخارجي وإغلاقهما معاً إغلاقاً محكماً.
|
المواصفات الفنية خاضعة للتعديل دون إشعار مسبق.
الصور المعروضة هي لغرض التوضيح فقط، وقد تختلف بعض التفاصيل الخارجية حسب المواصفات المطلوبة للماكينة.